

There’s no doubt, being in the food and beverage manufacturing industry at this point in time is tough. It was never an industry for the faint-hearted, competing with established big brands and falling foul to ever-changing consumer behavior and strict regulations.
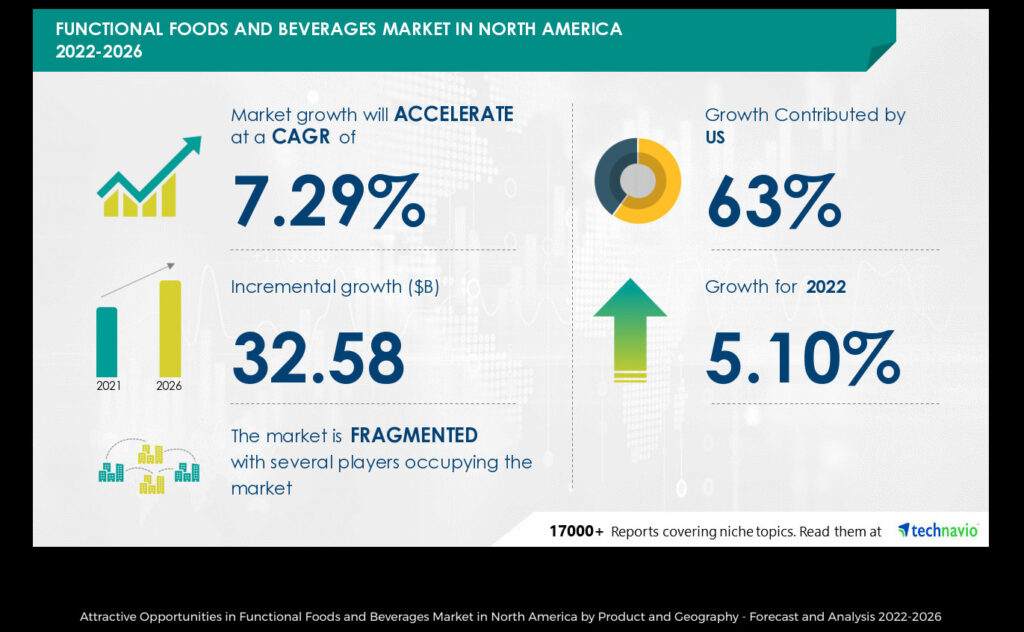
The market is growing, however consumers are looking for more value, buying into sustainable and healthier brands and they’re more than prepared to vote with their feet. The ‘functional’ food and beverage (F&B) market is set to grow by a CAGR of 7.29% between 2021-2026 and the plant-based F&B market by 10.92% up to 2028.
So now there are many challenges hindering manufacturers in this space from achieving maximum productivity and return. Some of these concerns are external forces such as supply chain, outside of control but need to be factored into business scenario planning. In the near-term however, in a hugely crowded market with dissipating margins, F&B manufacturers must do everything they can to reduce costs and increase efficiencies.
1) Keep a finger on the pulse of market trends
One of the key things manufacturers can do to ensure they don’t get left behind is to be on top of market trends. Consumer demands and tastes change quickly and manufacturers need to be able to recognize when a trend is here to stay and be able to pivot quickly as needed. On the other hand, it can save a lot of time and money developing new or updated products if they can discern between a lasting trend and a passing phase.
2) Reduce waste
Waste creation is a major area of concern for food and beverage producers but also something that can be identified and eliminated to reduce costs. Whether it’s water or overprocessing of product, businesses can look at every stage of production for opportunities to improve. The need to reduce waste as costs have escalated, has led to many innovative products and services coming to market for F&B manufacturers; Food Engineering magazine talks about the benefits of a ‘pigging’ system for example, which recovers residual liquid from pipelines prior to changing them over to another product and this is completely safe, saleable product that would otherwise go to waste. They estimated that a soft drinks manufacturer who implemented a system like this was able to save $32,500 of product each day. Likewise, employing water reuse and conservation technologies can future-proof an operation faced with future threats of drought and increased conservation policy.
3) Improve quality
Quality can often be an afterthought in food and beverage processing, its value is perhaps not appreciated until something costly occurs. The cost to put something right after it’s reached the consumer is significantly higher than fixing it at source, not to mention the potential reputational damage that can occur through word-of-mouth and social media.
Manufacturers must have a superior food safety program with ongoing training for employees, regular audits and risk management plans. Improved sustainability and transparency in product labeling will also attract more consumers. Much of the population are looking beyond their own health to products that are healthier for the environment and they want to buy products from manufacturers that prioritize conservation, lower their emissions and use botanical pest control as opposed to harmful pesticides.

4) Discard unprofitable or low margin SKUs
When demand is high and production capacity is limited, it could be worthwhile looking at those lines that take up time on the production line but offer little by way of return. In this way, line capacity is freed-up for new or better performing products.
5) Space optimization
In a period of accelerated sales, some manufacturers will realize that production capacity is limited in relation to the volume of orders coming in and may result in them turning work away. Real-time visibility and proactive management of line layout and production can assist in removing constraints and improving productivity to increase yield and fulfill incremental consumer demand. Automated forecasting and reporting systems can be a benefit to businesses looking to improve their processing capacity, uncovering significant opportunities to put equipment to better use and allowing them to grow with the market.
6) Preventative maintenance
Manufacturers should have a preventative maintenance strategy to protect the business from the downtime that comes when equipment fails. A regular maintenance program and keeping key parts on-hand may help to get machines up and running more quickly if and when they become damaged or fail altogether. Although capital intensive, there may come a time when investing in new equipment is inevitable as maintaining outdated machinery becomes prohibitive in terms of cost and productivity. There’s a plethora of smart technology options also now available to those manufacturers that wish to streamline operations – Internet of Things (IoT) sensors for example may be utilized for real-time insight into equipment performance or the automatic identification of air pressure and temperature changes. Embracing new smart technologies ultimately enhances the manufacturers’ bottom line in many ways, not least in consistent processing, quality control and regulatory compliance.
7) Regular employee training
Whilst this is a huge element of quality control, it deserves some thought aside as it also impacts on productivity. Proper training and food handling protocols are not only legally required, they’re vital to negate food and beverage contamination and consideration must be given to new and existing employees, to provide timely and accurate information on processes as and when they change. Disorganized manufacturing environments and ‘clutter’ can reduce productivity and in this way the physical environment needs to be clean and free of unnecessary equipment, tools or inventory.
8) Inventory tracking and management
Now more than ever, it’s vital for food and beverage manufacturers to predict their inventory requirements early. Supply chain complications rumble on and many industries are having to place bigger orders and place them earlier than ever to account for shipping delays. Inventory levels need to be accurate to maintain availability of finished product and getting a balance can be problematic in current times; too much inventory and you may have a cash flow situation but then too little inventory and you’re unable to meet demand. Good inventory management software is really the only realistic way to monitor and manage inventory levels but even then, there will be an element of uncertainty in the current climate.
9) Effective forecasting
Aside from keeping up with F&B industry trends, manufacturers need to have a hold on customer demand using their own sales data. Understanding future demand and seasonality will avoid holding costly, excessive inventory or unnecessary over-producing. Without sales management software, many producers rely on spreadsheets which are prone to human error and make it difficult to determine future price policy for products too.
10) Supply chain management
Supply chain management has certainly become harder post-covid and the only one thing that manufacturers can be certain of is disruption. As consumer preferences change towards customization and faster delivery, supply chains need to become more agile and responsive to changing behaviors. For food and beverage manufacturers, they also may have been forced to look closer to home for raw materials and supplies in order to provide resilience in obtaining the raw materials they need. Whilst supply chain management will look different for every business, gaining better visibility of the entire supply chain and being able to control it through software can alleviate some of the uncertainties of post-covid business. Getting closer to customers and providing an enhanced level of certainty may be the competitive edge that they need to see.
Capital for Food and Beverage Manufacturing
If you’ve implemented all these things in your business and profitability remains a concern, it may be that the time has come to invest in new equipment, more skilled labor, or expansion to take on new orders and territories. You might want to invest in updated machinery or expand operations into another country but cash flow is preventing you from doing that. Sallyport are always keen to hear about a business owner’s ideas and plans for expansion and have worked with many food and beverage manufacturers across North America to support their ambitions with financial solutions that grow with them as they grow business. Reach out today for more information on how we can support your business goals.

Budget 2025: What Canadian Businesses Should Know
Canada’s Budget 2025 (tabled November 4) is bold, big and directional – a deliberate pivot toward large-scale investment in infrastructure,…
Read More
Financing a Professional Services Business
We often regard professional services businesses as being easier to manage than a product based business and in a lot…
Read More
AG Machining Client Testimonial
AG Machining Client Testimonial
View Now